Category
- hot selling products
- buying lead
- selling lead
- Library
- Answer

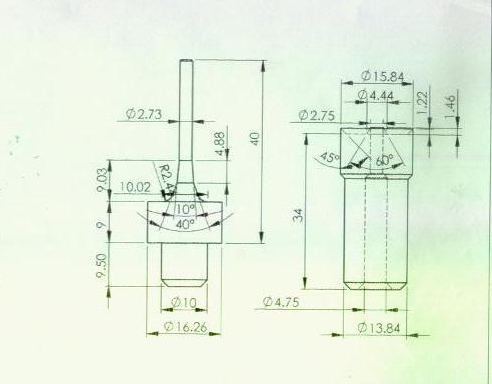
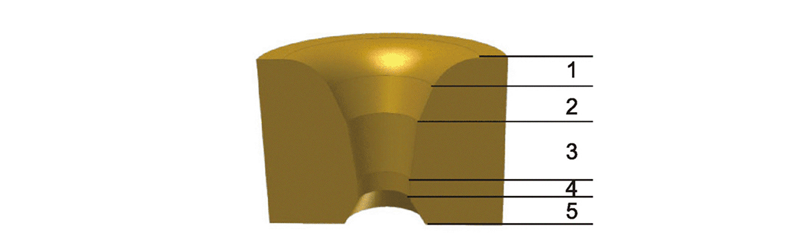
tungsten carbide wire drawing dies nibs 13 *2.3 * 10
Product Image
Details Image
Design Image
Composition
Performance Index
Packing Instructions

Description
Arc type drawing die: It is divided into 5 parts of population by work. The angle and height of lubrication zone, working zone, sizing zone, exit zone/lubricated zone/work zone are difficult to control, and the angle is too large or too small. It will cause rapid wear of the die hole, the mold angle at the mold population is larger, and the positive compressive stress on the die wall is increased, so that it is easier to form a deeper annular groove than the linear wire drawing die, which affects the die life.
Hot recommended

Copyright © 2016-2022 Chengdu WOCO Carbide Industry Co., Ltd. All Rights Reserved.