
您当前位置:资讯数据>行业资讯>Spray welding process
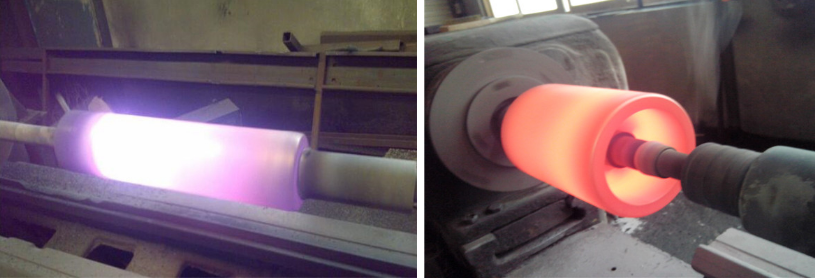
Spray welding is to reheat the preheated self-dissolving alloy powder coating to 1000-1300 ℃, so that the particles are melted, slag is formed and floated to the surface of the coating, and the generated borides and silicides are dispersed in the coating, so that the particles Good bond with the substrate surface. The deposit is a dense metal crystalline structure and forms a metallurgical bonding layer of about 0.05-0.1mm with the matrix, and its bonding strength is about 400MPa, with good impact resistance, wear resistance and corrosion resistance, and its appearance is mirror.
The process procedure of spray welding is basically the same as that of spraying, the difference is that a remelting procedure is added in the powder spraying process. There are one-step spray welding and two-step spray welding.
One-step spray welding. One-step method is to spray a section and then melt a section, spray and melt alternately, and use the same spray gun to complete. Optional medium and small spray guns. After the workpiece is preheated, spray a protective layer of 0.2 mm first, and seal the surface tightly to prevent oxidation. The spray melting starts from one end, and the spray distance is 10-30 mm. The protective layer is heated in order until it melts and starts to wet (not possible). When it is flowing), spray powder again, and repeat with melting until it reaches the predetermined thickness, and the surface appears "mirror" reflection, and then expands forward until the surface is completely covered with the spray welding layer. If the thickness is insufficient at one time, it can be thickened repeatedly. The one-step method is suitable for spray welding of small parts or small areas.
Two-step spray welding method. The two-step method is to complete the spray coating first and then remelt it. Both spraying and remelting use high-power spray guns, such as SpH-E spraying and welding dual-purpose guns, so that the alloy powder is fully melted in the flame, and a plastically deformed deposit layer is produced on the surface of the workpiece. Use a weak carbon flame when spraying iron-based powders, and use a neutral or weak carbon flame when spraying nickel-based and cobalt-based powders. Remelting is a key step in the two-step process and takes place immediately after spraying. Use a high-power soft flame of neutral flame or weak carbonizing flame, the spray distance is about 20 ~ 30mm, the angle between the flame and the surface is 60° ~ 75°, starting from about 30mm away from the coating, properly grasp the remelting speed, and apply the coating. The layer is heated until the coating has a "mirror" reflection, and then the next part is remelted.
热门资讯


