

Extrusion mechanism of cemented carbide double spiral hole rod:
With the continuous development of the machining industry, there are higher requirements for the machining accuracy and service cycle of high-speed milling tools and cutting tools; due to the large plastic deformation resistance when drilling high-temperature materials, the drill bit bears a large cutting force, and the drill bit has a large cutting force. The unit pressure between the blade face and the cutting contact is also large, and the friction coefficient is high; the cutting heat is also high, and the thermal conductivity of the alloy is low, the blade is quickly bonded and welded, and the coating is peeled and blunt; high temperature increases the diffusion and wear of the drill material , It is the bit material becomes brittle, alloy composition and material composition produce strengthening phase; the birth of the spiral hole rod with coolant inside, to a large extent inhibits the tool in high-speed work, the increasing heat causes the tool in the early stage of processing Wear failure, effectively improve machining accuracy and extend tool life.
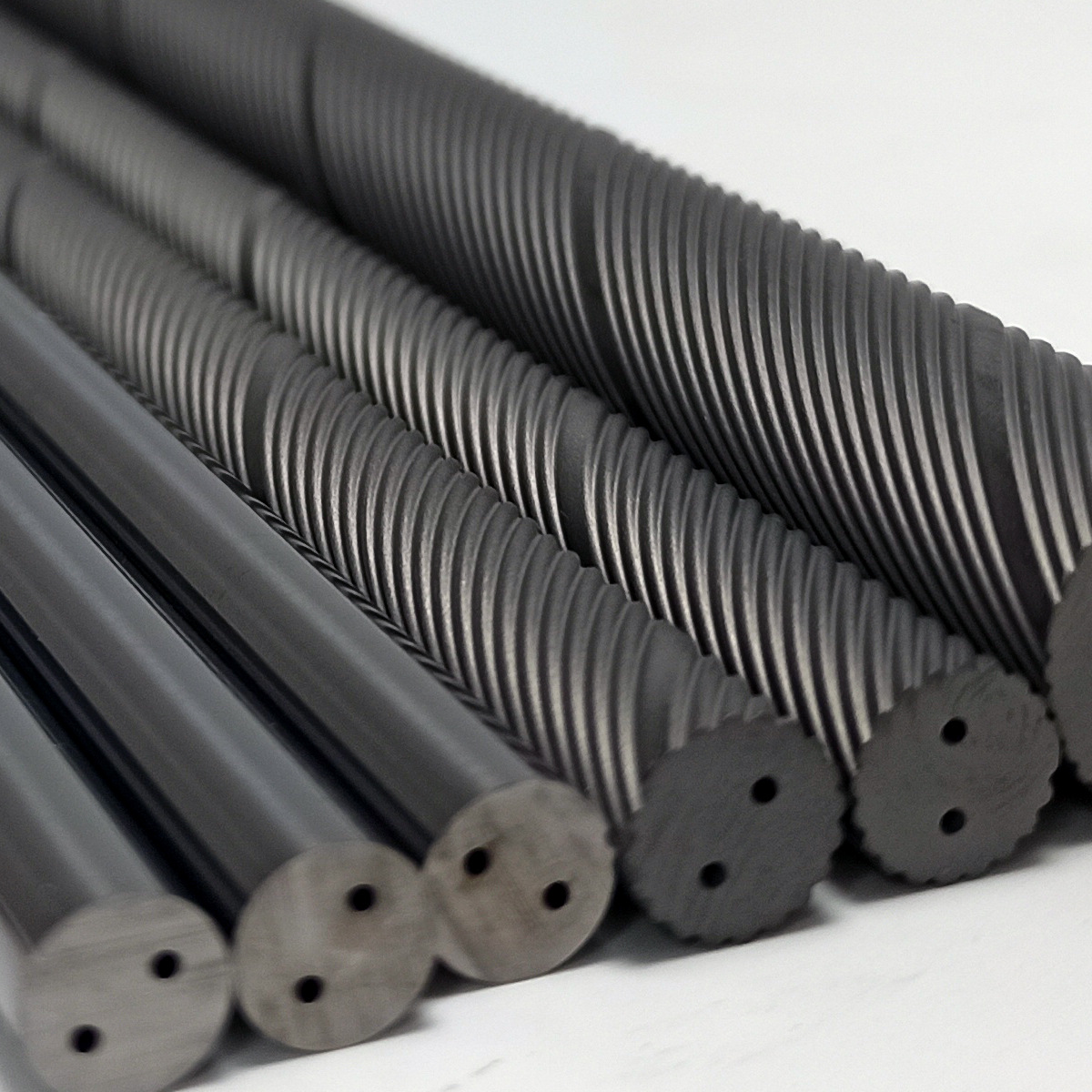
The so-called inner spiral hole bar is a spiral cooling hole formed along the edge of the spiral tool. When the tool is working, the inner hole can pass coolant to reduce the processing temperature; the cooling hole angle and the drill tool edge angle are synchronized. The more common ones are 45º, 30º and 15º; the spiral cooling hole angle of the most commonly used conventional tool is 30º. The design of cooling hole spacing and aperture is also more important. If the aperture hole spacing is too small, the cooling effect is not ideal; the aperture hole spacing is too large, the tool blade wall is too thin, the strength is small, and it is easy to break.
Hot information

Copyright © 2016-2018 Chengdu WOCO Carbide Industry Co., Ltd. All Rights Reserved.


