

current position:Information and data>Metal Thermal Spray Technology
The process of using thermal energy to keep metal materials in a molten or semi-molten state, and then blowing compressed air or flames to the surface of the parts to be processed to form a coating, improve the mechanical properties of the surface or restore its size. In agricultural machinery maintenance, thermal spray technology is mainly used for the repair of worn parts, such as spray repair of crankshaft journals, cylinder liner wear surfaces
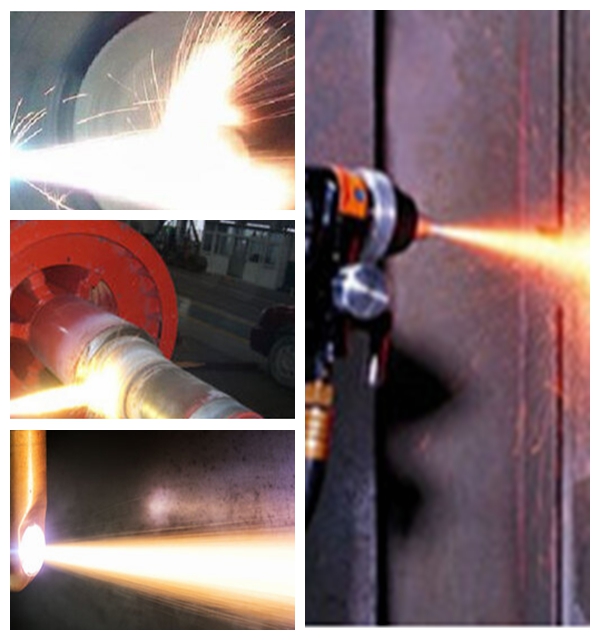
The process of using thermal energy to keep metal materials in a molten or semi-molten state, and then blowing compressed air or flames to the surface of the parts to be processed to form a coating, improve the mechanical properties of the surface or restore its size. In agricultural machinery maintenance, thermal spray technology is mainly used for the repair of worn parts, such as spray repair of crankshaft journals, cylinder liner wear surfaces, and bearing mating surfaces. Also used for the plugging of cracks in the shell.
Equipment and Materials
The main equipment is spray gun, power supply, air compressor and air purification system, powder supply or wire feeding system, cooling water system, mechanical transmission device, control cabinet, etc., which are selected according to the type of spraying.
Materials for spraying wear-resistant coating: The wire is mainly high carbon steel wire and alloy steel wire, aluminum wire, zinc wire, copper wire and their alloy wire for spraying corrosion-resistant coating, and stainless steel wire. In addition, there are composite wires, which can meet the requirements of different functional coatings. Commonly used powder materials are various metal powders, alloy powders, composite powders and ceramic powders. Iron-based, nickel-based, cobalt-based and copper-based alloy powders are mostly produced and used in China, mainly nickel-clad aluminum powders for bottoming, composite powders of cobalt and tungsten carbide, and ceramics such as alumina and zirconia. powder.
Thermal spray process
Including three processes of surface preparation, spraying and post-spraying treatment.
surface preparation
The parts must be cleaned and roughened before spraying to improve the bonding strength of the coating and the surface. Pretreatment methods include sandblasting, nickel brushing, machining (threading, grooved or knurled, etc.) and chemical treatments. It can be selected according to factors such as the surface properties of the parts, working environment, stress state and coating material. Sandblasting is commonly used, which is suitable for shaft parts subjected to alternating loads. Appropriate precautions should be taken in the area adjacent to the sprayed surface prior to pre-treatment and spraying.
spray
When spraying, it should focus on controlling the stability of the process specification and the surface temperature of the parts. When the temperature of the parts is too low before spraying, preheating measures can be taken. When the temperature during spraying is too high, intermittent spraying and air cooling measures can be taken. Attention should also be paid to the spraying angle to prevent the "shadowing" effect, that is, there are dead spots where metal particles cannot fly.
Post-spray treatment
The wear-resistant coating is best immersed in engine oil or a mixture of engine oil and kerosene (1:1) for 30 minutes. The corrosion-resistant coating should be sealed and then machined.
Technical Features
①The temperature of the heat source is high, and the range of materials that can be sprayed is wide. For example, plasma powder spraying can spray almost all powder materials (except materials that can volatilize at arc flame temperature), so it can spray different kinds of wear resistance, corrosion resistance, oxidation resistance, high temperature resistance, electrical conductivity, insulation, heat insulation and sealing. functional coating. ②The heating temperature of parts during spraying can generally be controlled below 200 ℃, so the parts are rarely deformed after spraying. It can even be sprayed on surfaces such as paper and cloth. ③ The coating generally has pores below 15% that can absorb and store lubricating oil, which is suitable for parts that work under boundary lubrication conditions. ④ The combination of the coating and the surface of the part is mainly a mechanical and physical combination, which is a big difference from the surfacing method. Only when spraying with high melting point materials (molybdenum) or exothermic materials (nickel-clad aluminum), Only local micro-metallurgical bonding can be obtained. Therefore, its bonding strength is low, and the normal bonding strength is generally below 5 MPa, which is not suitable for occasions with large impact loads.
Thermal spraying technology has already been applied in the economic sectors of many countries. Since the 1970s, explosive spraying and low-pressure plasma spraying have been developed; high-power plasma spraying equipment, flame spraying guns and arc wire spraying equipment have emerged; automatic Controlled operating system; in addition to conventional metal and alloy spray materials, various composite materials and ceramic materials are also emerging. At present, thermal spraying technology is developing in the direction of improving the coating quality, expanding the application range of the coating and improving the spraying efficiency.
Hot information

Copyright © 2016-2018 Chengdu WOCO Carbide Industry Co., Ltd. All Rights Reserved.


