

current position:Information and data>Laser cladding technology
Laser cladding, also known as laser cladding or laser cladding, is a new surface modification technology. It forms a metallurgically bonded cladding layer on the surface of the base layer by adding a cladding material on the surface of the base material and using a high-energy density laser beam to fuse it with a thin layer on the surface of the base material.
Laser cladding refers to placing the selected coating material on the surface of the cladding substrate in different feeding methods, and irradiating it with a laser to melt it and a thin layer on the surface of the substrate at the same time, and rapidly solidify to form a very low dilution. The surface coating, which is metallurgically combined with the substrate, significantly improves the wear resistance, corrosion resistance, heat resistance, oxidation resistance and electrical properties of the substrate surface, so as to achieve the purpose of surface modification or repair, which not only satisfies the specific requirements of the material surface Performance requirements, and save a lot of valuable elements.
Compared with surfacing, spraying, electroplating and vapor deposition, laser cladding has the characteristics of small dilution, dense structure, good combination of coating and substrate, more suitable cladding materials, and large changes in particle size and content. Therefore, laser cladding technology The application prospect is very broad.
From the current application of laser cladding, it is mainly used in three aspects: first, surface modification of materials, such as gas turbine blades, rolls, gears, etc.; second, surface repair of products, such as rotors, molds Wait. Relevant information shows that the strength of the repaired components can reach more than 90% of the original strength, and the repair cost is less than 1/5 of the replacement price. More importantly, the repair time is shortened, which solves the problem of continuous and reliable operation of major complete sets of equipment in large enterprises. The problem of quick repair of rotating parts that must be solved. In addition, laser cladding super wear-resistant and anti-corrosion alloy on the surface of key components can greatly improve the service life of the parts without deformation of the surface of the parts; laser cladding treatment on the surface of the mold can not only improve the strength of the mold, but also It can reduce the manufacturing cost by 2/3 and shorten the manufacturing cycle by 4/5. Third, rapid prototyping. Models are quickly produced by layer-by-layer sintering and stacking of metal powders. The technology of rapidly manufacturing parts using laser cladding technology, also known as LENS (Laser Engineered Net Shaping), DLF (Direct Laser Fabrication), DMD (Direct Metal Deposition), LC (Laser Consolidation), etc.
Cladding materials: At present, the widely used laser cladding materials mainly include: nickel-based, cobalt-based, iron-based alloys, tungsten carbide composite materials, ceramics and other materials. Among them, nickel-based materials are the most widely used, which are cheaper than cobalt-based materials.
Process equipment principle
Cladding process: Laser cladding can be roughly divided into two categories according to the supply method of cladding materials, namely preset laser cladding and synchronous laser cladding.
Pre-set laser cladding is to place the cladding material on the cladding part on the surface of the substrate in advance, and then scan and melt it by laser beam irradiation. Commonly used.
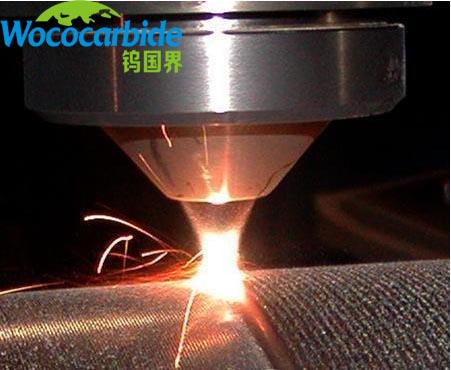
Synchronous laser cladding directly feeds the cladding material into the laser beam, so that feeding and cladding are completed at the same time. The cladding material is mainly fed in the form of powder, and some also use wire or plate for synchronous feeding.
The main process flow of preset laser cladding is: substrate cladding surface pretreatment---preset cladding material---preheating---laser melting---post heat treatment.
The main process flow of synchronous laser cladding is: substrate cladding surface pretreatment---feeding laser melting---post heat treatment.
According to the process flow, the processes related to laser cladding are mainly the pretreatment method of the substrate surface, the feeding method of the cladding material, the preheating and the post heat treatment.
Laser working principle:
The complete set of laser cladding equipment consists of laser, cooling unit, powder feeding mechanism, processing table, etc.
Selection of lasers: CO2 lasers and solid-state lasers are widely used.
CO2 lasers are the most widely used and most types of lasers, and are widely used in the automotive industry, steel industry, shipbuilding industry, aviation and aerospace industry, electrical industry, machinery industry, metallurgical industry, metal processing and other fields. It accounts for about 40% of global industrial laser sales, and as high as 70% in North America.
1. High power. CO2 laser is one of the lasers with the best output power, and its maximum continuous output power can reach hundreds of thousands of watts
2. High efficiency. The photoelectric conversion rate can reach more than 30%, which is much higher than that of other processing lasers.
3. High beam quality. The mode is good, the coherence is good, the line width is narrow, and the work is stable.
Conventional solid-state lasers are usually pumped with high-power gas discharge lamps, which have a pumping efficiency of about 3% to 6%. The large amount of energy emitted by the pump lamp is converted into heat energy, which not only causes the solid-state laser to adopt a bulky cooling system, but also causes the thermal lens effect that cannot be eliminated by the working material, which deteriorates the beam quality. In addition, the life of the pump lamp is about 400 hours, and the operator needs to spend a lot of time changing the lamp frequently, interrupting the system work, which greatly reduces the efficiency of the automated production line. Compared with traditional lamp-pumped lasers, solid-state lasers (fiber lasers, disk lasers, diode lasers) have the following advantages:
(1) High conversion efficiency: Since the emission wavelength of the semiconductor laser is consistent with the absorption peak of the solid laser working material, and the pump light mode can be well matched with the laser oscillation mode, the light-to-light conversion efficiency is very high, reaching More than 50%, the efficiency of the whole machine can also be comparable to that of carbon dioxide lasers, which is an order of magnitude higher than that of lamp-pumped solid-state lasers. Therefore, diode-pumped lasers are small in size, light in weight, and compact in structure.
(2) Reliable performance and long life: The life of the laser diode is much longer than that of the flash lamp, reaching 15,000 hours. The energy stability of the pump light is good, which is an order of magnitude better than that of the flash lamp pump, and the performance is reliable. Maintenance-free lasers, especially for large-scale production lines.
(3) Good output beam quality: Due to the high conversion efficiency of the diode-pumped laser, the thermal lens effect of the laser working material is reduced, which greatly improves the output beam quality of the laser, and the laser beam quality is close to the limit.
(4) Fast speed, large depth, no deformation, no slag inclusions in the cladding layer, and fine molten pool without pores.
(5) It can work at room temperature or under special conditions. For example, will the beam not be deflected after the laser passes through the magnetic field? It can be used in vacuum conditions and cladding through glass and transparent materials.
(6) Thin-walled laser cladding can be performed without deformation of the substrate.
However, if the cladding materials, including powder and base metal, are highly reflective materials, fiber lasers and diode lasers are not suitable due to their own design characteristics, while disc lasers are more suitable for welding (including cladding). ), cutting materials with high reflectivity.
Disadvantages of laser cladding
①The metallurgical quality of the laser cladding layer. The ideal combination of the coating material and the substrate material should form a dense, low-dilution and narrow interdiffusion band at the interface. This metallurgical combination is not only related to the laser processing technology and the thickness of the cladding layer, but also mainly depends on the properties of the cladding alloy and the substrate material. Good wettability and self-fluxing result in ideal metallurgical bonding. However, if the melting point difference between the cladding alloy and the base material is too large, a good metallurgical bond cannot be formed. The melting point of the alloy of the cladding layer is too high, the melting of the cladding layer is small, the surface finish is reduced, and the surface of the substrate is over-burned and seriously pollutes the coating; on the contrary, the coating is over-burned, the alloying elements evaporate, the shrinkage rate increases, and the structure of the coating is destroyed. and performance. At the same time, the substrate is refractory, the interfacial tension increases, and holes and inclusions are inevitably generated between the coating and the substrate. In the laser cladding process, the dilution rate should be reduced as much as possible when the metallurgical combination is satisfied. The research shows that the minimum dilution rate that can be obtained for different substrate materials and search layer alloying is not the same. It is generally believed that the dilution rate should be kept below 5%.
② air holes. The pores in the laser cladding layer are also a very harmful defect. It is not only easy to become the source of cracks in the cladding layer, but also extremely harmful to the cladding layer that requires high air tightness. In addition, it will also directly affect the cladding layer. Wear and corrosion resistance of the cladding layer. The main reason for it is that the coating powder is oxidized, damp or some elements undergo oxidation reaction at high temperature before laser cladding, and gas will be generated during the cladding process. Furthermore, sub-laser processing is a rapid melting and solidification process, and the resulting gas will form pores in the coating if it is not exhausted in time. In addition, there are lap holes in multiple lap cladding, solidification holes caused by the solidification and shrinkage of the cladding layer, and air bubbles caused by some substances during the cladding process.
Generally speaking, the pores in the laser cladding layer are unavoidable, but compared with the thermal spray coating, the pores in the laser cladding layer are significantly reduced. Some measures can be used to control the laser cladding process. The commonly used method is to strictly prevent the oxidation of the alloy powder during storage and transportation. Before use, drying and dehumidification and laser cladding should take anti-oxidation protection measures. According to the test, select Reasonable laser cladding process parameters, etc.
③ In the process of laser cladding, the composition and structure are not uniform. In the process of laser cladding, uneven composition is often produced, that is, the so-called composition segregation and the resulting uneven structure. There are many reasons for composition segregation. First of all, when laser cladding is heated, its heating speed is extremely fast, which will bring about a great temperature gradient from the substrate to the cladding layer. The existence of this gradient will inevitably lead to the directional solidification of the cladding layer during cooling. According to the knowledge of metallurgy, it can be known that the cladding layer that solidifies successively has different components. In addition, the cooling rate after solidification is also extremely fast, and the elements have no time to homogenize the thermal diffusion, which leads to the appearance of uneven composition, that is, the so-called composition segregation. At the same time, it will naturally cause the inhomogeneity of the structure and the damage of the performance of the cladding layer. This kind of composition segregation cannot be solved in laser cladding at present. Secondly, it is the component segregation caused by the convection of the molten pool. Due to the uneven distribution of laser radiation energy, convection in the molten pool must be caused during cladding. This convection in the molten pool often causes the macro-homogenization of alloying elements in the coating, because the transmission of substances in the molten metal mainly depends on liquid flow (ie, convection). At the same time, the convection of the molten pool will also bring about the segregation of the components. In addition, since the properties of the alloy, such as viscosity, surface tension, and the interaction of alloying elements, will affect the convection of the molten pool, they must also affect the composition segregation. It is impossible to completely eliminate component segregation in laser cladding. However, the composition segregation of the laser cladding layer can be properly suppressed by adjusting the interaction time between the laser and the cladding metal or adjusting the laser beam type to change the overall convection of the molten pool to multi-region convection and other means of changing the process parameters, so as to obtain a better structure. Uniform cladding to meet the designed cladding properties. During multi-lap cladding, due to the cooling rate of the lap area and the heterogeneous crystalline nucleation at the lapped area, the lap area has a different structure from the non-lap area, which makes the multi-lap laser cladding process. The tissue in the overlay is uneven.
④ Cracking and cracks. Since the birth of laser cladding technology, generally speaking, it has not been able to be truly popularized and applied. This is mainly because the most difficult problem in laser cladding is the crack and cracking of the cladding layer, and the application range of this technology has been practiced to a large extent. The main reason for laser cladding cracks is due to the difference in physical properties between the laser cladding material and the base material, and the rapid heating and quenching of the high-energy density laser beam, resulting in great thermal stress in the cladding layer. Usually, the thermal stress of the laser cladding layer is tensile stress. When the local tensile stress exceeds the strength limit of the coating material, cracks will occur, and the strength of the dendrite boundaries, pores and inclusions of the sub-laser cladding layer is low. And Yizi produces stress concentration, and cracks often occur in these places. In terms of laser cladding materials, alloy materials with low melting point can be added to the cladding layer, which can slow down the stress concentration in the coating and reduce the tendency of cracking. Try adding suitable rare earths to the laser cladding layer, which can increase the toughness of the coating and significantly reduce the cracks in the cladding layer during the laser cladding process. Although these measures can solve some problems, they can not solve the cracking, pores and inclusions of titanium alloy cladding well. Therefore, it is necessary to develop materials suitable for titanium alloy cladding. In terms of laser cladding process, in order to obtain high-quality molten layer, new laser cladding technology can be further developed. For example, gradient coating adopts the method of gradient coating with hard phase content, which can obtain continuous hard phase content in the molten layer Changed and crack-free gradient melting layer, in addition to appropriate heat treatment before and after coating, such as preheating and laser remelting, can also effectively prevent cracks and holes in the cladding layer.
In addition, in the laser cladding process, the process is not standardized. The repeatability is poor. Although the laser cladding process is becoming more and more mature, there are still some problems. There are often large differences between the results of various researchers, and the process stability and reproducibility are not satisfactory. Therefore, it is necessary to study More reasonable evaluation parameters and formulate corresponding process standards.
Hot information

Copyright © 2016-2018 Chengdu WOCO Carbide Industry Co., Ltd. All Rights Reserved.


