

Thermal spraying technology is a key technology in the field of surface modification. By preparing a layer of wear-resistant coating on the surface of the workpiece to be processed, the wear resistance and corrosion resistance of the workpiece can be greatly improved. The widely used tungsten carbide-cobalt and tungsten carbide-cobalt-chromium thermal spray powders are widely used in aerospace, metallurgy, machinery and other fields due to their high hardness, good toughness and wear and corrosion resistance . Compared with electroplated hard chromium layers, conventional thermal sprayed tungsten carbide-cobalt and tungsten carbide-cobalt-chromium series coatings have obvious advantages in wear resistance, corrosion resistance, fatigue resistance, etc. The pollution is small; however, the cost of tungsten carbide-based spray powder is high and the cost of electroplating chromium is low. Most enterprises still choose to produce by electroplating chromium. However, reducing the production cost of tungsten carbide-based thermal spray powder can allow some enterprises to transform faster and use thermal spray technology with less environmental pollution. Thus, thermal spray powders are to be improved. Technical implementation elements: The present invention aims to solve at least one of the technical problems existing in the prior art. Therefore, an object of the present invention is to provide a thermal spray powder, which is improved on the basis of conventional WC/Co thermal spray powder, reduces the amount of tungsten carbide, and adds nickel and chromium to make the powder The powder application rate reaches more than 50%, and the production cost is significantly reduced, only 200-300 yuan/kg, and the hardness, crack toughness and wear resistance of the coating formed by the thermal spray powder are better than those of the electroplated chromium material. Thus, according to one aspect of the present invention, the present invention provides a thermal spray powder. According to an embodiment of the present invention, the thermal spray powder includes: 15-40 parts by mass of tungsten carbide, 45-65 parts by mass of chromium carbide, 10-20 parts by mass of nickel, and 1-7 parts by mass of chromium.
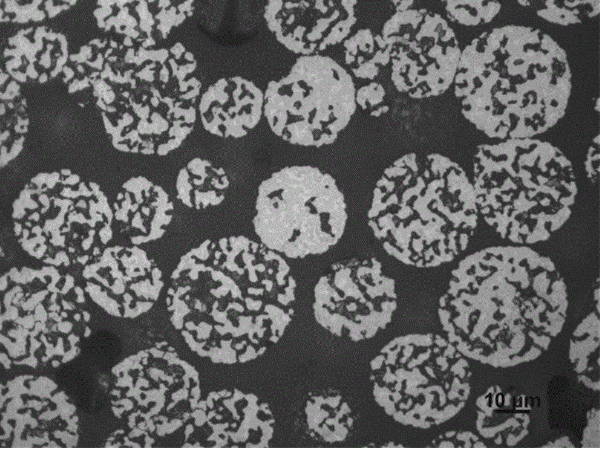 According to the thermal spray powder of the embodiment of the present invention, by reducing the proportion of expensive tungsten carbide in the raw material and increasing the proportion of cheap chromium carbide in the raw material, the production cost of the thermal spray powder is generally reduced, and the production cost is only 200-300 Yuan/kg, and the performance of thermal spray coating can meet the requirements of electroplated chromium materials, that is, the hardness of the coating is HV0.3>800, the cracking toughness and wear resistance of the coating are better than those of electroplated chromium materials, and the powder coating rate can reach 50 %above. In addition, the material is easy to prepare, has little environmental pollution, has advantages over the electroplated chromium material in terms of price and coating performance, and is suitable for wide application in industrial production. In addition, the thermal spray powder according to the above embodiments of the present invention may further have the following additional technical features: According to the embodiment of the present invention, the thermal spray powder includes: 20-32 parts by mass of the tungsten carbide, 50-60 parts by mass parts of the chromium carbide, 12-18 parts by mass of the nickel, and 2-6 parts by mass of the chromium. According to an embodiment of the present invention, the average particle size of the tungsten carbide is 2.0-4.0 μm, the average particle size of the chromium carbide is 2.0-3.5 μm, the average particle size of the nickel is 1.0-2.5 μm, and the average particle size of the nickel is 1.0-2.5 μm. The average particle size of chromium is not more than 14 μm. According to an embodiment of the present invention, the bulk density of the thermal spray powder is 2.0˜2.8 g/cm 3 . According to an embodiment of the present invention, the average particle size of the thermal spray powder is 5-63 μm. According to an embodiment of the present invention, the average particle size of the thermal spray powder is 5-30 μm. According to an embodiment of the present invention, the average particle size of the thermal spray powder is 20-63 μm. According to another aspect of the present invention, the present invention provides a method for preparing the aforementioned thermal spray powder. According to an embodiment of the present invention, the thermal spray powder comprises: providing a predetermined amount of tungsten carbide, chromium carbide, nickel and chromium to obtain a mixed material; subjecting the mixed material to ball-milling mixing treatment to obtain a fine mixed powder; The mixture fine powder is subjected to a granulation treatment to obtain mixture particles; the mixture particles are subjected to a sintering treatment to obtain a sintered product; and the sintered product is subjected to crushing and sieving to obtain the thermal spray powder. According to the method for preparing thermal spraying powder according to the embodiment of the present invention, the thermal spraying powder is prepared. The performance of the spray coating can meet the requirements of electroplated chromium materials, that is, the coating hardness is HV0.3>800, the cracking toughness and wear resistance of the coating are better than those of electroplated chromium materials, and the powder coating rate can reach more than 50%. In addition, the preparation method is simple and has little environmental pollution, and is suitable for wide application in industrial production. According to an embodiment of the present invention, the ball-milling mixing treatment comprises: mixing the mixed material with reduced carbon, polyvinyl alcohol, defoaming agent and water, so as to obtain a solid-liquid mixture, wherein the solid-liquid mixture of The liquid ratio is 4-5.5:1; the solid-liquid mixture is ball-milled to obtain fine powder of the mixture. According to an embodiment of the present invention, the granulation treatment is performed using an open centrifugal spray drying tower. According to the embodiment of the present invention, the inlet temperature of the open centrifugal spray drying tower is 200-250°C, the outlet temperature is 100-150°C, the air pressure in the tower is 0--1KPa, and the frequency of the centrifugal atomizing disc is 40-350HZ . According to an embodiment of the present invention, the temperature of the sintering treatment is 1000-1200 degrees Celsius, and the time is 120-180 minutes. Additional aspects and advantages of the present invention will be set forth, in part, from the following description, and in part will be apparent from the following description, or may be learned by practice of the invention. BRIEF DESCRIPTION OF THE DRAWINGS The above and/or additional aspects and advantages of the present invention will become apparent and readily understood from the description of the embodiments taken in conjunction with the following drawings, in which: FIG. 1 illustrates the preparation of the aforementioned thermal Schematic flow chart of the method for spraying powder; Fig. 2 shows a schematic diagram of a metallographic picture of thermal spraying powder according to an embodiment of the present invention; Fig. 3 shows a metallographic picture of a coating sprayed by thermal spraying powder according to an embodiment of the present invention Schematic. DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS Embodiments of the present invention are described in detail below, examples of which are illustrated in the accompanying drawings, wherein the same or similar reference numerals refer to the same or similar elements or elements having the same or similar functions throughout.
According to the thermal spray powder of the embodiment of the present invention, by reducing the proportion of expensive tungsten carbide in the raw material and increasing the proportion of cheap chromium carbide in the raw material, the production cost of the thermal spray powder is generally reduced, and the production cost is only 200-300 Yuan/kg, and the performance of thermal spray coating can meet the requirements of electroplated chromium materials, that is, the hardness of the coating is HV0.3>800, the cracking toughness and wear resistance of the coating are better than those of electroplated chromium materials, and the powder coating rate can reach 50 %above. In addition, the material is easy to prepare, has little environmental pollution, has advantages over the electroplated chromium material in terms of price and coating performance, and is suitable for wide application in industrial production. In addition, the thermal spray powder according to the above embodiments of the present invention may further have the following additional technical features: According to the embodiment of the present invention, the thermal spray powder includes: 20-32 parts by mass of the tungsten carbide, 50-60 parts by mass parts of the chromium carbide, 12-18 parts by mass of the nickel, and 2-6 parts by mass of the chromium. According to an embodiment of the present invention, the average particle size of the tungsten carbide is 2.0-4.0 μm, the average particle size of the chromium carbide is 2.0-3.5 μm, the average particle size of the nickel is 1.0-2.5 μm, and the average particle size of the nickel is 1.0-2.5 μm. The average particle size of chromium is not more than 14 μm. According to an embodiment of the present invention, the bulk density of the thermal spray powder is 2.0˜2.8 g/cm 3 . According to an embodiment of the present invention, the average particle size of the thermal spray powder is 5-63 μm. According to an embodiment of the present invention, the average particle size of the thermal spray powder is 5-30 μm. According to an embodiment of the present invention, the average particle size of the thermal spray powder is 20-63 μm. According to another aspect of the present invention, the present invention provides a method for preparing the aforementioned thermal spray powder. According to an embodiment of the present invention, the thermal spray powder comprises: providing a predetermined amount of tungsten carbide, chromium carbide, nickel and chromium to obtain a mixed material; subjecting the mixed material to ball-milling mixing treatment to obtain a fine mixed powder; The mixture fine powder is subjected to a granulation treatment to obtain mixture particles; the mixture particles are subjected to a sintering treatment to obtain a sintered product; and the sintered product is subjected to crushing and sieving to obtain the thermal spray powder. According to the method for preparing thermal spraying powder according to the embodiment of the present invention, the thermal spraying powder is prepared. The performance of the spray coating can meet the requirements of electroplated chromium materials, that is, the coating hardness is HV0.3>800, the cracking toughness and wear resistance of the coating are better than those of electroplated chromium materials, and the powder coating rate can reach more than 50%. In addition, the preparation method is simple and has little environmental pollution, and is suitable for wide application in industrial production. According to an embodiment of the present invention, the ball-milling mixing treatment comprises: mixing the mixed material with reduced carbon, polyvinyl alcohol, defoaming agent and water, so as to obtain a solid-liquid mixture, wherein the solid-liquid mixture of The liquid ratio is 4-5.5:1; the solid-liquid mixture is ball-milled to obtain fine powder of the mixture. According to an embodiment of the present invention, the granulation treatment is performed using an open centrifugal spray drying tower. According to the embodiment of the present invention, the inlet temperature of the open centrifugal spray drying tower is 200-250°C, the outlet temperature is 100-150°C, the air pressure in the tower is 0--1KPa, and the frequency of the centrifugal atomizing disc is 40-350HZ . According to an embodiment of the present invention, the temperature of the sintering treatment is 1000-1200 degrees Celsius, and the time is 120-180 minutes. Additional aspects and advantages of the present invention will be set forth, in part, from the following description, and in part will be apparent from the following description, or may be learned by practice of the invention. BRIEF DESCRIPTION OF THE DRAWINGS The above and/or additional aspects and advantages of the present invention will become apparent and readily understood from the description of the embodiments taken in conjunction with the following drawings, in which: FIG. 1 illustrates the preparation of the aforementioned thermal Schematic flow chart of the method for spraying powder; Fig. 2 shows a schematic diagram of a metallographic picture of thermal spraying powder according to an embodiment of the present invention; Fig. 3 shows a metallographic picture of a coating sprayed by thermal spraying powder according to an embodiment of the present invention Schematic. DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS Embodiments of the present invention are described in detail below, examples of which are illustrated in the accompanying drawings, wherein the same or similar reference numerals refer to the same or similar elements or elements having the same or similar functions throughout.
Hot information

Copyright © 2016-2018 Chengdu WOCO Carbide Industry Co., Ltd. All Rights Reserved.


