In order for the coating to bond well to the substrate material, the substrate surface must be clean and rough, and there are many ways to decontaminate and roughen the surface. The choice of method depends on the design requirements of the coating and factors such as the material, shape, thickness, original surface condition and application conditions of the substrate.
The purpose of the decontamination treatment is to remove all dirt on the surface of the workpiece, such as oxidized skin, oil stains, paint and other dirt. The key is to remove the surface of the workpiece and penetrate the grease in it. Decontamination methods include solvent cleaning, steam cleaning, alkaline cleaning and thermal degreasing.
The purpose of rough treatment is to increase the contact surface between the coating and the substrate, increase the mechanical bite force between the coating and the substrate, and make the purified surface more active. In order to improve the bonding strength between the coating and the substrate, the surface roughening of the substrate also changes the residual stress distribution in the coating, which is beneficial to improve the bonding strength of the coating.
Roughing methods include sandblasting, machining (eg, threading, knurling), and electric drawing. Among them, sandblasting is the most commonly used rough treatment method. Common blasting media include alumina, silicon carbide, and chilled cast iron. When sandblasting, conditions such as the type and particle size of the sandblasting medium and the air pressure during sandblasting must be determined according to the hardness of the workpiece material, the shape and size of the workpiece, etc. For various metal substrates, the recommended sand particle size is about 16-60 grains. Coarse sand is used for sandblasting of strong and heavy parts. The blasting pressure is 0.5-0.7 MPa. Thin workpieces are easily deformed, and the blasting pressure is 0.3 -0.4 MPa. It is especially worth noting that the compressed air used for sandblasting must be anhydrous and oily, otherwise it will seriously affect the quality of the coating. The roughness of the workpiece surface before spraying is sufficient for most metal materials of 2.5-13 μmra. With the increase of the surface roughness, the bonding strength of the coating and the substrate material increases, but when the surface roughness exceeds 10 μmra, the improvement of the bonding strength of the coating decreases.
For some coating materials that are not bonded to the substrate, a transition layer should also be selected for materials that are bonded to the substrate. It's called an adhesive primer. Materials commonly used for bonding primers are molybdenum, NiAl, NiCr, and aluminum bronze. wait. The thickness of the bonding bottom layer is generally 0.08-0.18 μm.
2. Warm up
The purpose of preheating is to eliminate moisture and moisture on the surface of the workpiece, increase the interface temperature when the sprayed particles are in contact with the workpiece, so as to improve the bonding strength of the coating and the substrate; reduce the stress caused by the difference in thermal expansion between the substrate and the coating material. coating cracked. The preheat temperature depends on the size, shape and material of the workpiece, as well as the thermal expansion coefficients of the substrate and coating materials. Under normal circumstances, the preheating temperature is controlled between 60-120°C.
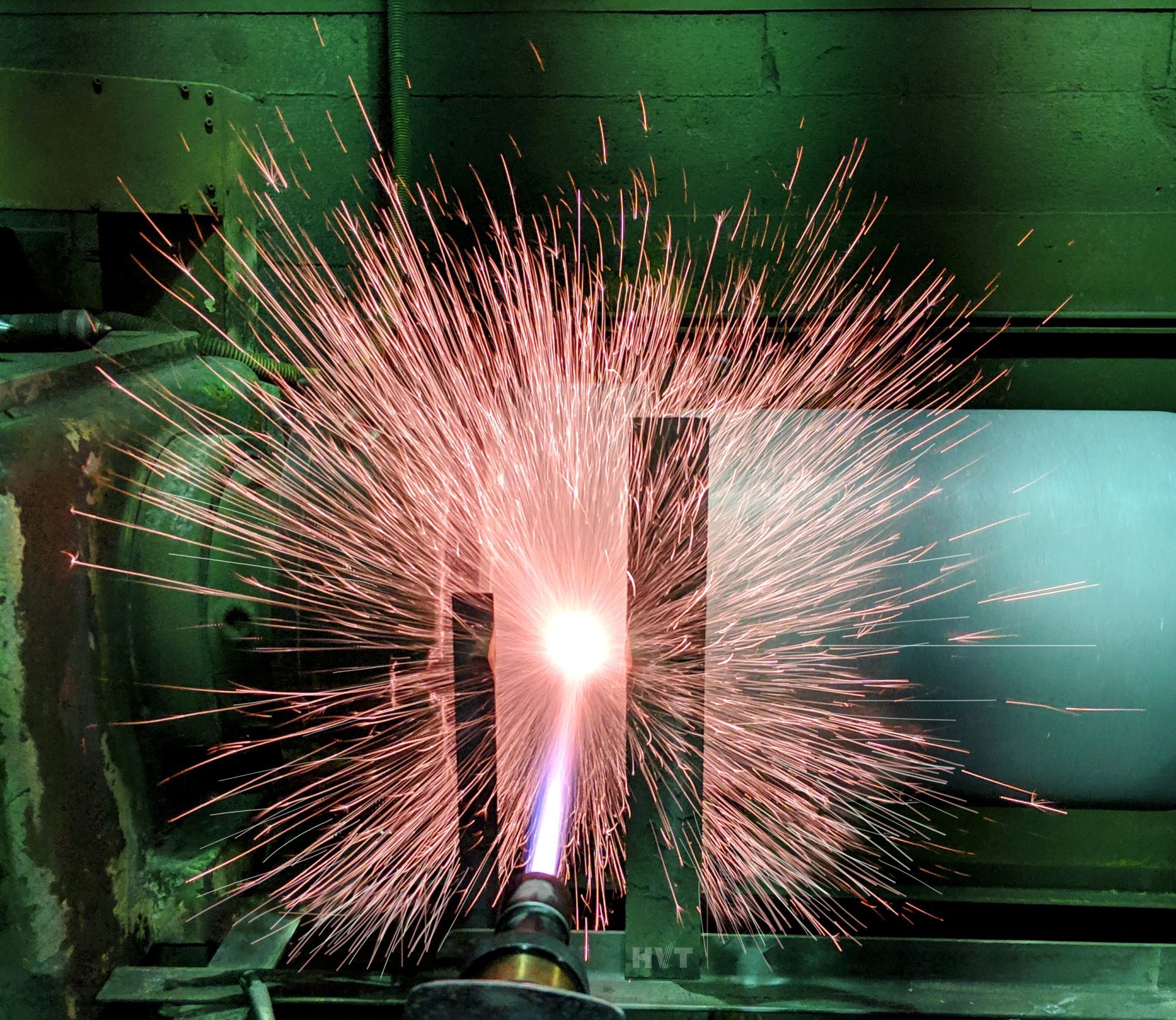
3. Spray
Which spraying method is used for spraying mainly depends on the selection of spraying materials, the working conditions of the workpiece and the requirements for coating quality. For example, if it is a ceramic coating, it is best to use plasma spraying; if it is a carbide cermet coating, it is best to use high-speed flame spraying; if it is plastic spraying, only flame spraying can be used; but if you want to apply large areas outdoors For anti-corrosion works, it is not as flexible and effective as arc spraying or silk flame spraying. In conclusion, the choice of spraying method is often varied, but there is always one method that is best for the application. The pretreated workpiece should be sprayed in the shortest possible time. Spray parameters should be determined according to the coating material, gun performance and the specific conditions of the workpiece. Optimizing spraying conditions can improve spraying efficiency and obtain high-quality coatings with high density and high bond strength.
4. Post-coating treatment
The coating obtained by spraying cannot be used directly, and a series of post-treatments must be carried out. In order to prevent corrosion of the substrate caused by corrosive media reaching the substrate through the pores of the coating, the coating must be sealed. There are many materials used as sealants. There are organic materials such as fluoroelastomers, cycloaliphatics, silicones and inorganic materials such as oxides. How to choose a suitable sealant depends on the working medium, environment, temperature and cost of the workpiece. think about it.
For workpieces subjected to high stress loads or impact wear, in order to improve the bonding strength of the coating, the spray coating must be remelted (such as flame remelting, induction remelting, laser remelting, hot static pressing, etc.). If a porous coating that is mechanically bonded to the substrate becomes a dense coating that is metallurgically bonded to the substrate, the coating needs to be mechanically treated. Because the spray coating has different characteristics from general metal and ceramic materials, for example, the coating has micropores, which is not conducive to heat dissipation; the coating itself has low strength and cannot withstand large cutting forces; there are many hard particles in the coating, which makes the The tool wears out quickly, which makes the spray coating different from general materials and difficult to machine. Therefore, reasonable processing methods and corresponding process parameters must be selected to ensure the smooth progress of spray machining and the required dimensional accuracy.