

current position:Information and data>Low pressure plasma spray
Low Pressure Plasma Spraying (LPPS, Low Pressure PIasma SPraing) is a process that uses a heat source generated by plasma in a low pressure inert atmosphere to heat the sprayed powder material to a molten or semi-molten state, and spray it onto the substrate workpiece to form a coating. Technology.
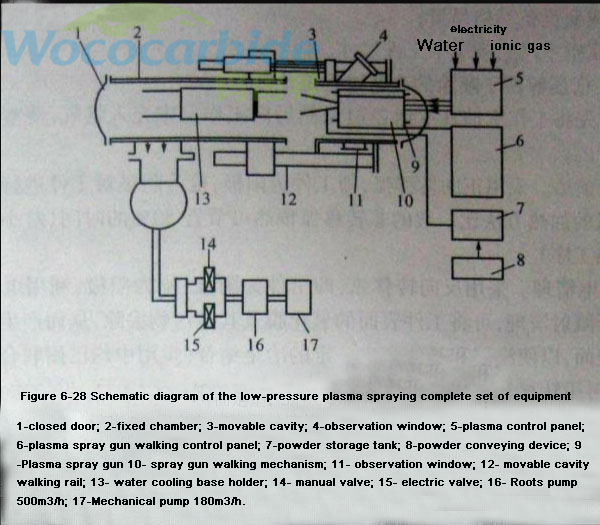
Low pressure plasma spraying is also called vacuum plasma spraying (VPS, Vaccum PIasma Spraying). Its complete set of equipment includes double-layer water-cooled wall vacuum spraying chamber, plasma spraying power supply, transfer arc power supply, plasma spraying gun, powder supply device, plasma spraying gun manipulator and spraying workpiece console, air and water system, exhaust device, electrical control system, etc., as shown in Figure 6-28.
The vacuum spraying chamber is a device that ensures plasma spraying under low pressure conditions and requires excellent sealing performance. In order to prevent overheating of the vacuum chamber during continuous spraying, a double-layer water wall is designed. At the same time, it must have an air tightness of 0.3pa. The workpiece waiting to be sprayed and the workpiece after spraying can be automatically sent into and out of the vacuum chamber, and there is a vacuum locking device for the workpiece.
(1) Low-pressure plasma spraying is carried out in a low-pressure airtight chamber. Before spraying, the pressure in the airtight chamber is pumped to a vacuum of about 0.3pa~0.13pa (10-2 Torr~10-3 Torr), and the low pressure condition of about 266pa~2660pa is maintained during spraying.
(2) Under the low pressure, the plasma jet velocity is increased, the high temperature area is expanded, the sprayed particles are fully melted, and the kinetic energy is increased, so the coating bonding strength is increased. For example, the bonding strength of Ti-Ni and Cu alloys is as high as 68MPa, the coating is dense, and the porosity is less than 1%.
(3) Due to working under low pressure conditions, the preheating temperature of the workpiece is increased (up to 700 ° C), which promotes the activation of the substrate surface, and the coating and the substrate material diffuse at the same interface. At the same time, the transfer arc is used to clean the substrate surface, which is conducive to improving the coating binding strength.
(4) The inert atmosphere protection can make the cooling rate slower, reduce the coating stress, and greatly increase the thickness of the sprayed layer.
(5) When spraying in an inert atmosphere, the molten particles are not easy to be oxidized and nitrided, and the composition of the coating can be consistent with that of the powder material. Therefore, it is especially suitable for spraying active metal materials (Ti, W, Ta, Nb, etc.) or alloy materials containing active elements (MCrAIY, Ti-Ni, Ti-TiB), etc.
(6) It can mix high hardness, high temperature resistance, erosion and corrosion resistance materials with materials with low melting point or high oxygen affinity, and use the mixed powder to mix different materials into the plasma flame to obtain special properties. coating.
(7) The whole process is completed in a closed container, with little dust pollution and low noise.
(8) Existing problems:
① Only powders with stable liquid phase can be sprayed;
②The spraying process has the directional characteristics of material flow.
③The inner surface spraying is limited by the spraying distance;
④The complete set of equipment is expensive;
⑤ The size of the vacuum chamber limits the size of the workpiece.
Hot information

Copyright © 2016-2018 Chengdu WOCO Carbide Industry Co., Ltd. All Rights Reserved.


