

Measures to Improve Coating Bonding Strength
In order to obtain good bonding performance, the following measures can be taken in spraying according to the factors that affect bonding performance described in the previous section.
1) Use of surface activating substances to improve the wettability of the liquid-solid interface In thermal spraying and the following sintering process, alloy powders containing Si and B are widely used, such as Ni-Cr-B-Si, Fe- Cr-B-Si, Co-Cr-B-Si, etc. At high temperature, B and Si can reduce the oxides on the surface, thereby cleaning the surface. The boron oxide and silicon oxide generated by the reduction reaction are compounded into a good flux with low melting point - boron silicate, which is beneficial to the wetting of the liquid metal on the surface of the substrate.
2) Keep the surface of the substrate clean and active After degreasing, derusting and removing oxide film on the surface, the fresh metal surface will also generate oxides when it encounters air. To keep the surface active, it can be sprayed in an inert gas or vacuum. For some processes that use compressed air as the air source, such as arc spraying, an air dehumidification device should be used to ensure the quality of the air.
3) Increase the flight speed and kinetic energy of the droplet At the moment when the droplet collides with the substrate, the flight speed and kinetic energy of the droplet should be as large as possible, so that the liquid metal can deform more fully on the surface of the substrate and flow better and fill in the gaps. At the same time, the higher the droplet velocity, the better the atomization effect, the finer the particles formed, and the easier it is to obtain a fine and dense coating. In order to improve the quality of sprayed coatings, high-speed arc spraying, supersonic spraying and explosive spraying, which focus on increasing the flame velocity, have attracted more and more attention. According to statistics, the current commonly used powder flame spraying has a droplet flying speed of 30-90 m/s; ordinary wire flame spraying is 80-120 m/s; ordinary arc spraying is 100-200 rn/s; plasma spraying is 300-200 m/s 350 m/s; while high-speed arc spraying is 200-400 m/s; explosive spraying and supersonic flame spraying can reach 700-1400 m/s.
4) Roughening treatment such as shot peening is performed on the surface of the substrate, and the actual contact area of the surface is increased. Spraying on the rough surface can increase the bonding strength perpendicular to the surface direction because the solidified sheet can be curved. .
5) Try to prolong the residence time of the liquid state after the droplet hits the surface of the substrate. This can not only ensure the full flow of the liquid metal on the surface of the substrate, so that it has enough time to spread out to fill the pores, but also can make the liquid metal and The substrates are interdiffused in order to obtain a better metallurgical bonding effect. In order to achieve this goal, the temperature of the droplet should be increased as much as possible. In addition, preheating the surface of the substrate is also a method that can be considered.
6) The melting of the surface of the substrate in an instant and in a small area is conducive to improving the bonding strength. To achieve this, the usual method is to use nickel-coated aluminum and aluminum-coated nickel powder to make a primer, and use its exothermic effect to form the surface of the substrate microdomain melting.
7) If the combination of coating A and substrate B is unsatisfactory when using transition coating, it can be considered that the selection condition of adding transition layer Co C between A and B is that it has good combination with A and B. Use the transition connection of A-C, C-B to achieve a satisfactory combination of A and B.
8) Reducing residual stress The difference in coefficient of linear expansion between the coating and the substrate often results in residual stress between the two. To prevent cracking of the coating, it is desirable that the residual stress be as small as possible. From this point of view, the use of transition coating can greatly reduce the residual stress.
9) Adding rare earth elements to coating materials According to reports, adding an appropriate amount of rare earth elements to arc sprayed aluminum wire can effectively improve the bonding strength.
10) Optimization of process parameters In the thermal spraying process, the optimization of process parameters is very important for the improvement of the bonding strength of the coating. By testing the relationship between spray power and bond strength, a curve can be derived to find the optimal power range. When the power is lower than this range, the spray material cannot be fully melted; and when the power is higher than this range, "overburning" occurs. On the one hand, the alloy element A in the droplet is lost, and on the other hand, the violent vaporization of the liquid metal makes the droplet in flight very unstable and may even explode. Droplets containing more gas are also very easy to scatter when hitting the surface of the substrate, and cannot form a complete coating.
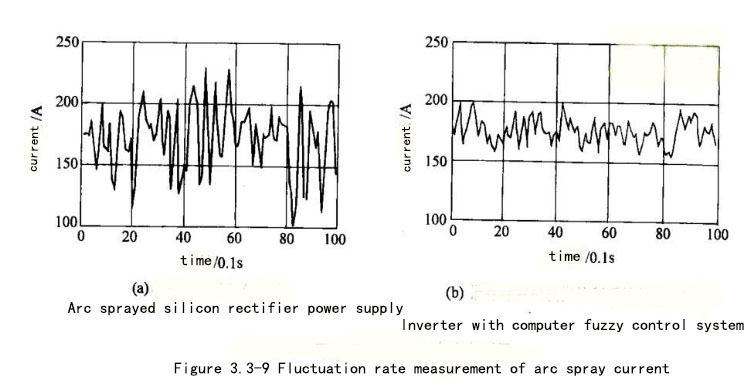
In arc spraying, since the variation range of the spraying voltage is generally not large, the spraying power is usually adjusted by adjusting the current, that is, the size of the spraying current is the main parameter of the arc spraying. The quality of the coating is not only directly affected by the magnitude of the selected current, but also greatly affected by the stability of the current during spraying. Experiments show that the fluctuation rate of spraying current can be reduced from 33% of the former to 11% of the latter compared with the use of an inverter power supply with a computer fuzzy control system when using an ordinary silicon rectifier arc spraying power supply (see Figure 3.3-9). . The reduction of the current fluctuation rate makes the arc tender burning stable, and the microscopic arc breaking phenomenon is reduced, resulting in uniform and dense coating particles and improved quality.
Hot information

Copyright © 2016-2018 Chengdu WOCO Carbide Industry Co., Ltd. All Rights Reserved.


