

current position:Information and data>What are the conditions for thermal spray welding
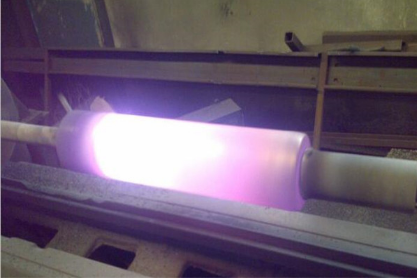
Thermal spray welding is to reheat the preheated self-dissolving alloy powder coating to 1000-1300 °C, so that the particles are melted, slag is formed and floated to the surface of the coating, and the generated borides and silicides are dispersed in the coating, so that the Good bonding between particles and matrix surface is achieved. The deposit is a dense metal crystalline structure and forms a metallurgical bonding layer of about 0.05-0.1 mm with the matrix. Its bonding strength is about 400 MPa, with good impact resistance, wear resistance and corrosion resistance, and its appearance is mirror.
The main situations applicable to the spray welding process are as follows:
1. The workpiece surface load of various carbon steel and low alloy steel is large, especially the impact load. For workpieces with a bonding strength of 350-450N/mm2 between the coating and the substrate, the spray welding hardness is HRC150≤65, and the coating thickness is from 0.3 To several millimeters, the surface roughness of the spray-welded layer after grinding can reach Ra0.4-0.1μm or more.
2. When used in corrosive medium, the coating is required to be dense and free of pores.
3. The original design of the workpiece surface adopts the processes of quenching, carburizing, nitriding, and hard chrome plating, which requires high hardness on the surface.
4. The working environment of the workpiece is harsh, such as strong abrasive wear, erosion wear, cavitation, etc.
5. Metal workpieces that can be spray welded without special treatment.
6. Metal workpieces that need to be preheated at 250-375 ℃ and need to be cooled slowly after spray welding.
7. Metal workpieces that require isothermal annealing after spray welding.
Hot information

Copyright © 2016-2018 Chengdu WOCO Carbide Industry Co., Ltd. All Rights Reserved.


