

current position:Information and data>Tungsten carbide thermal spraying
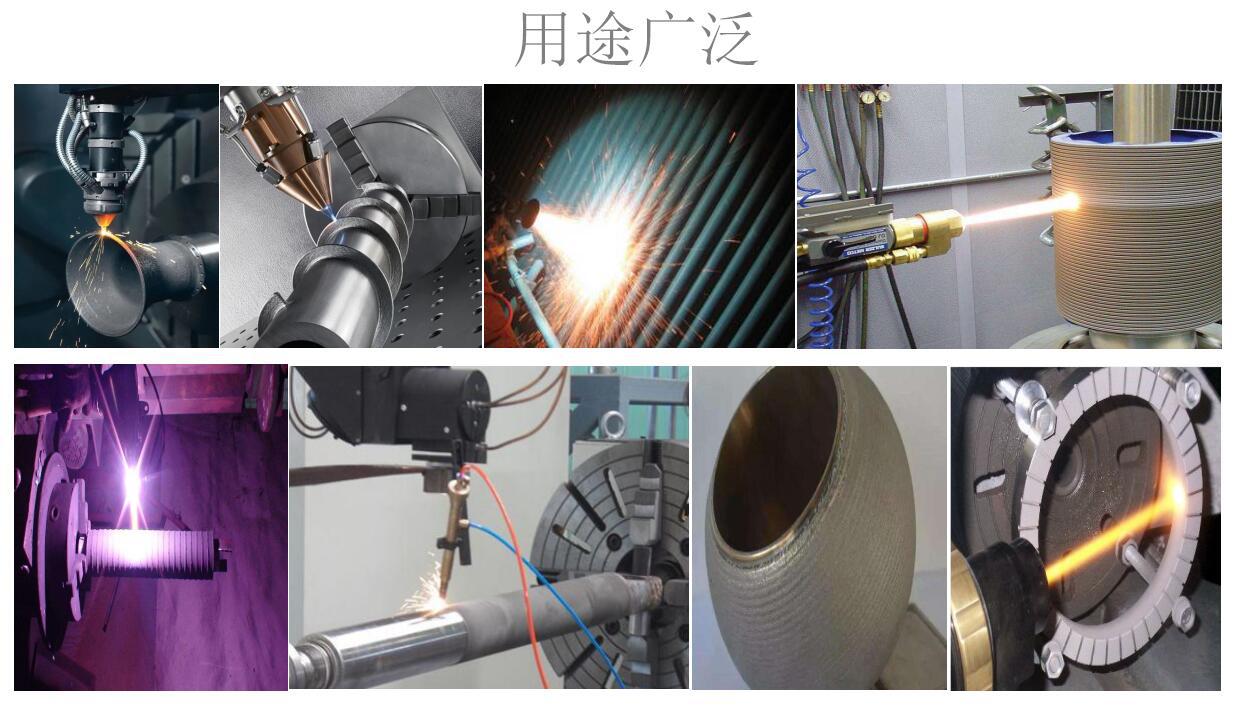
Tungsten carbide thermal spraying
Thermal spraying technology started at the beginning of the last century, 1913, invented by Swiss M.U. Schoop. In the beginning, only the molten metal was formed into a stream of compressed air and sprayed onto the surface of the coated substrate to form a film-like structure. The spraying temperature, the impact speed of the droplets on the surface of the substrate and the properties of the material forming the coating constitute the core of the spraying technology. The entire development of thermal spray technology is basically advancing along these three main lines. The temperature and speed depend on different heat sources and equipment structures. In a sense, the higher the temperature and the faster the speed, the more conducive to the formation of excellent coatings. This has led to the competition and coordination of the two elements of temperature and speed in the entire technological development process. The choice of a wide range of spraying materials is another advantage of the thermal spray index, which can make the working surfaces of different equipment be "pointed into gold, wearing helmets and armor". It is these three elements that make thermal spraying a truly unique technology with superimposing effects. It can design surfaces with a variety of properties required, from general mechanical maintenance to high-tech fields such as aerospace and biological engineering. Applications.
1 definition
Thermal spraying is the original series of processes: the sprayed material is heated by a certain form of heat source, and the heated material forms particles in a molten or semi-molten state. These particles impact at a certain speed and are deposited on the surface of the substrate to form certain characteristics. Spray coating. Tungsten carbide spray
2 Spraying material tungsten carbide coating; (6) chromium carbide and other carbide coatings; (7) refractory metal coatings; (8) oxide ceramic coatings; (9) plastic-based coatings; (10) metal Ceramic coating.
The coating can be divided into:
1) Wear-resistant coating. Including anti-adhesive wear, surface fatigue wear coating and erosion resistant coating. In some cases, there are anti-low temperature (<538C) wear and high temperature (538~843C) wear coatings.
2) Heat and oxidation resistant coating. This kind of coating includes high temperature process (including oxidizing atmosphere, corrosive gas, erosion and thermal barrier above 843℃) and molten metal process (including molten zinc, molten aluminum, molten iron and steel, molten copper). Coating applied.
3) Anti-air and dip corrosion coating. Atmospheric corrosion includes corrosion caused by industrial atmosphere, salt atmosphere, field atmosphere, etc.; immersion corrosion includes corrosion caused by drinking fresh water, non-drinking fresh water, hot fresh water, salt water, chemical and food processing.
4) Conductivity and resistance coating. This kind of coating is used for conductivity, resistance and shielding.
5) Restore size coating. This kind of coating is used for iron-based (cuttable and groundable carbon steel and corrosion-resistant steel) and non-ferrous metal (nickel, cobalt, copper, aluminum, titanium and their alloys) products.
6) Gap control coating for mechanical parts. This kind of coating can be ground.
7) Chemical resistant coating. Chemical corrosion includes corrosion of various acids, alkalis, salts, various inorganic substances and various organic chemical media.
8) Personalized functional coating. Such as anti-wave coating in the electronics industry, shielding coating in nuclear power plants, etc.
Hot information

Copyright © 2016-2018 Chengdu WOCO Carbide Industry Co., Ltd. All Rights Reserved.


